01908 6998020845 899 4400 | 01908 699802Tel 01908 699802
Oxy Acetylene Flame


An Oxy Acetylene Flame will fall loosely into one of three types:
Neutral, Oxidising and Carburising
Neutral Oxy Acetylene Flame
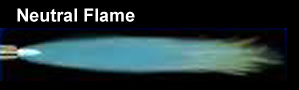
A Neutral flame is achieved when there are equal amounts of Oxygen and Acetylene.
A Neutral Flame is so named because it has no chemical effect on the molten metal.
Key characteristics of a Neutral Flame are a defined Cone Flame at the base of a long feather flame. If the correct size of nozzle is being used a Neutral flame should produce no more than a gentle hiss.
A Neutral Oxy Acetylene Flame is used for Welding, Brazing and Silver Soldering most metals and is therefore the most common type of flame to use. A Neutral Flame is also used for Oxy Acetylene Cutting.
Oxidising Oxy Acetylene Flame
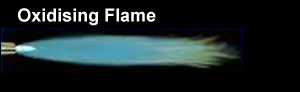
An Oxidising Flame is where there is more Oxygen than Acetylene used.
Key characteristics of an Oxidising Flame are a small, sharp, more pointed looking Cone Flame at the base of a shorter feather flame. An Oxidising Flame will have a distinct roar.
Use of a slightly Oxidising flame is more specialised, typical uses are for welding copper and zinc based metals or manganese steels. In these cases an oxidising flame creates base metal oxide that protects the base metal.
Carburising Oxy Acetylene Flame
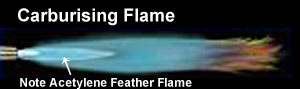
A Carburising Flame is where there is more Acetylene than Oxygen used.
Key characteristics of a Carburising Flame is a secondary feather flame, caused by the excess Acetylene burning further down the flame length. If the correct size of nozzle is being used a Carburising flame should produce no more than a gentle hiss.
Use of a Carburising Flame is more specialised, typical uses are for welding lead, surface hardening processes or welding high carbon steels.
I hope you found this blog article useful, if things work out well for you, please feel free to post some pictures of your achievements on our Facebook Page
Please let me know what you thought of this article by leaving a comment. Don’t worry, your email address won’t be added to a database or shared and you won’t receive any unsolicited email.
Cheers
Graham

Roughly what KPAs for the acetylene and oxygen would you say are good settings for oxy welding, cutting and heating.
Hi Renee
We have some Pressure Charts in our Knowledge Zone that cover this. The charts are in bar rather than KPS, but you can find a conversion Online if necessary.
Hope I’ve helped.
Cheer Graham
Saw your piece on Propane and propylene as an alternative fuel in oxy / fuel applications . What sort of ratios should I be setting my delivery pressure to? Cheers
Hi John
Thanks for the question. It rather depends on your Torch, but as a “Rule of Thumb”, for a Brazing type torch, I would start with 0.25 bar for both Oxygen and Fuel. I see you went on to ask a question about my Model ‘O’ post. If you’re wishing to use a Model ‘O’ with Oxygen & Propane or Propylene, you will only need a pressure of around 0.15bar (0.2bar max).
Hope that helps
Cheers Graham
Which flame mostly used in oxy acetyleny weldy?
Hi Phanin
You would normally have a Neutral Flame for Welding with Oxygen+Acetylene. A Neutral Flame has an equal amount of Oxygen and Acetylene.
Hope that helps
Graham